








au sommaire
Avant d'entrer dans plus de détails concernant les domaines d'application industrielle, présentons quelques techniques de mise en forme du faisceau laser. C'est aussi un domaine en fort développement avec de nombreux transferts de technologie possibles du domaine de l'optique vers celui des procédés laser.


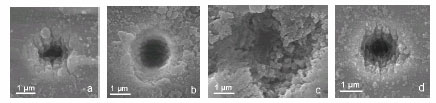
Une chaîne laser avec mise en forme spatiale programmable a été utilisée pour démontrer l'usinage à haute qualité à cadence 100 kHz au point focal et à faible énergie [12]. Pour cela, des microperçages profonds et des micro-découpes à la limite de diffraction sont réalisés (figure 5). Il apparaît d'ailleurs sur ces résultats que, sur des matériaux durs comme le rubis, le perçage à faible énergie sur un diamètre de 1 μm sans correction de front d'onde est tout simplement impossible.
 sur de l’Inox et c) du rubis sans correction de front d’onde ; b) sur de l’Inox et d) du rubis avec correction de front d’onde.")
Par ailleurs, ce système associé à une fonction de mise en forme programmable de la tache focalefocale permet de réaliser du micro-usinage ou du micro-marquage direct de forme préalablement choisie (figure 6) avec des tailles typiques de motifs de 20 μm.


Outils de contrôle pour un usinage à l'échelle industrielle
Ce type de dispositif [13] est en cours de transfert industriel [14]. La possibilité de contrôler la phase d'un faisceau laser ouvre également des voies nouvelles dans la réalisation de système permettant un procédé parallèle. De tels systèmes peuvent utiliser des techniques d'interférence de faisceau, mais d'autres techniques de manipulation sont envisagées, particulièrement au Japon [15]. Dans ce type d'application, le faisceau initial est divisé en plusieurs faisceaux, ayant chacun suffisamment d'énergie pour permettre le procédé. La maîtrise de ces techniques est sans doute un point clé des procédés de marquage, qui nécessitent peu d'énergie, mais exigent de très hautes vitessesvitesses pour répondre aux besoins des grandes séries.
[12] N. Sanner, N. Huot, E. Audouard, C. Larat, P. Laporte and J.P. Huignad, 100 kHz diffraction-limited femtosecond laser machining, Appl. Phys. B, 80, 27-30 (2005), article sélectionné pour traduction dans LumièresLumières, Octobre 2005.
[13] N. Sanner, H. Huot, E. Audouard, C. Larat, J.-P. Huignad, Direct ultrafast microstructuring of materials using programmable beam shaping, Optics and Lasers in Engineering, 45, 737-741 (2007).
[14] N.Huot, E. Audouard, H. Soder, Brevet, Dispositif de micro-usinage par laser femtosecondefemtoseconde avec conformationconformation dynamique de faisceau, n°05/51007, 20 avril 2005.
[15] S. Hasegawa, Y. Hagasaki, N. Niohuda, holographic femtosecond laser processing with multiplexed phase fresnel lenses » Opt. Lett. 31, 1705 (2006).


. Et des chercheurs viennent de l’observer en train d’utiliser des outils ! © Jiel Beaumadier, Wikipedia, CC by-sa 4.0")





















